二十五、怎么判定误差造成的原因?
这里指的误差是指切割完成拿到的工件与期望值的差距。这个差距可能来自机床精度,可能来自材料的变形,可能来自计算的失误,也可能来自机床计算控制的错误。明确原因就有可能消除误差。
1、计算失误:这是人的原因,是可以验算,可以证明的,也是可以早期发现的。中间计算过早的四舍五入,多次重复使用一个位数不够的无理数(如多齿形时),十进角度制与度分秒制混淆等。
2、机床控制错误:发生的频次是极少的,因为现今的机床控制系统是久经考验,技术成熟的。人为制造的错误它会拒绝接受,它接受下来也可以在加工前校验或回零检查。因多次旋转平移所累计的误差回零检查也可以发现。
3、机床的精度:这通常是指机械精度,是实际值与理论值的那个差值。产生这个差值的最直接原因是回差和直线度、垂直度。这个差值的范围应该在0.005~0.02mm以内,这个数值是可以测量的,可以调整的,就现今机床结构来说,要使这个误差值控制在0.02mm以下是很容易的,而要到0.005以下又是很困难的。
4、材料变形:只要有良好的操作习惯,计算完了要预演,输入完了要校验,开工之前要校零,手轮刻度要核对。自己没算错,机床也没走错都应有充足把握,所剩就是变形了,只是变形的原因和克服的办法要仔细琢磨了。(注:详细可见“材料变形可怎么办?”)
二十六、导轮和导轮轴承应如何维护?
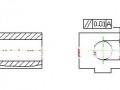
导轮和导轮轴承是线切割机床的关键零件,好的精度,好的光洁度,高的效率都依靠一付平衡、轻盈、精确的导轮。
导轮和轴承的维护要从安装开始,要求所用工具及装配环境应是洁净的,不可使轴承工作位置带进污物。杜绝一切过紧的安装,整个过程中是不允许敲砸和大力压配的,这种安装造成的变形会彻底破坏导轮和轴承的原始精度。
使用中的导轮要格外注意,当轴承旋转不够灵活或有异物卡阻导轮时,丝会在V形槽内干勒,瞬间V形槽的形状精度就损失掉了。轴承工作环境不可进污水,含杂质的污水研磨轴承是非常快的。更值得注意的是轴承和导轮绝不允许流过电流,如果高频电源以此做通道,瞬间的腐蚀都是非常严重的。
过脏的水,特别是切铝的脏水要及时更换。
运转过几十个小时的机床,一定要擦拭导轮和轴承套的根部,清除充塞的油泥。并滴入少量机油,让丝全速运转几分钟,使滴入的机油携带污物一同甩出,再滴入机油,如此往复几次。装配合理,使用得当,维护有效的一付导轮,通常应能使2~3年,一付轴承也应能使半年以上。
要注意现市场上购得的轴承质量很是堪忧,内外环的径向跳动,轴向间隙及珠粒和弹道的耐磨性都不够可信,尽管它的包装和标记都不可一视,还是慎选慎用为好。
二十七、调整好供水和排水系统
供水系统是由水箱,水泵,流量调节阀,上水管和水嘴组成,要避免这条途径上的任何堵塞,始终保持流量调节阀的调整有效,水在工作区的流量要适当,以水能完全包裹钼丝为准,不可追求过大流量,要经常观察特别是刚开机时,要观察水的回流情况,避免因水口堵塞或管路的空气隔堵造成的回流不畅,一旦污水泛流,会给机床造成诸多的损伤。平时要注意,不可使棉纱毛、絮状物进入供水系统,水变污浊或水箱沉淀较多时要及时更换;水泵电机上不可沾染污水,水泵进线盒要清洁无杂物,如果水泵电机的绝缘被破坏,将直接影响机床和人身安全。水流到床身时,要及时擦拭干净。污水进入导轨,丝杠,轴承等部位又得不到及时有效处理,会给机床精度带来严重后果。切铝质工件后,会使冷却液、介电绝缘能力损失较快,水质变得很泻,大量铝或铝的氧化物微粒悬浮水中,要更换冷却液更勤一些。
二十八、进出口怎么没有闭合?
经验不够丰富的操作人员经常会遇到这种问题,特别是切割一些不便装卡或特殊材质的工件,如高硬度、高弹性、细、长、薄等
首先要强调,操作人员要养成良好的操作习惯,输入控制器内的程序要坚持回零校验,程序能否回零闭合则一目了然;手轮刻度要对零,以便加工完成观察刻度的回零情况;如果程序也回零,手轮刻度也回零,单单是切口没有闭合,则证明机床的控制功能, 座标运动都是正确的。仅仅是因为材料变形造成的。
会不会刻度回零,其实并没走回起点呢?不会的,机床运动回差和重复定位精度的指标要求,机械系统允许的位移丢失是以μ计的。会不会计算机错误,显示回零而根本就没回零呢?也不会的,计算机的回零校验是每段程序指令XY运动总量的代数和,是绝对可信的。这时的没有闭合应主要在材料变形,装卡方法和压板压紧的位置上查找原因。因切缝的延伸,切缝两边的料都在变形,切缝的起点已不在原地了。
二十九、按了执行键怎么不走
通常检索有效程序段,高频电源打开,加工间隙有电压存在,按执行键就应该开始加工;如果按执行键仍不见走,就应该留意如下各项原因:
1、是否在执行有效程序段,因为错误程序和空程序是拒绝加工的。
2、高频电源是否有效打开,并加到加工间隙上去,还要看清脉宽、间隔,投入的功放,电流表,电压表的显示。
3、加工间隙是否已被短路。
4、有无24V步进电机的驱动电压,因为电机不能驱动时单板机是在空走。
5、变频取样信号线是否断开致使无间隙电压送到变频电路。(模拟和手动转换可分清原由)。
三十、加工不稳定是怎么造成的?
稳定的加工是这样的:钼丝与工件相近运动,直到间隙被电离击穿,火花放电会在极效应和热熔效应的作用下形成蚀除,冷却液的爆炸和清洗作用,使蚀除物被迅速排出带走,新的或介电系数较高的冷却液使间隙实现消电离恢复绝缘,间隙被扩大,钼丝与工件再作相近运动。
干扰如上过程的任何因素都会造成加工不稳定。归纳如下:
1、被切工件厚,蚀除物排出路程过长,水进入困难。
2、材料杂质,致使取样和间隙跟踪失灵失准。
3、水的爆炸,清洗,消电离能力差,有效成分少。
4、运丝速度和轨迹不稳定,间隙鉴别紊乱。
5、材料应力变形,局部弹性大,切缝的细微形变吃掉了放电间隙。
6、变频跟踪松紧不适,超出取样电压与变频速度的线性区较远。
7、坐标运动的阻滞,推力的积累(爬行),使放电间隙产生不确定性,跟踪失实失准。
8、进电阻抗大或接触不良,取样不稳或距放电点较远。至使间隙辨别有误。