六、换向条纹能完全去掉吗?
由电蚀原理决定,放电电离产生高温,液内的碳氢化合物被热分解产生大量的碳黑,在电场的作用下,镀覆于阳极。这一现象在电火花成型加工中被利用作电极的补偿。而线切割中,一部分被丝带出缝隙,也总有一部分镀覆于工件表面,其特点是丝的入口处少,而丝的出口处多。这就是产生犬牙状黑白交错条纹的原因。这种镀层的附着度随工件主体与放电通道间的温差变化,也与极间电场强度有关。就是说,镀覆碳黑的现象是电蚀加工的伴生物,只要有加工就会有条纹。碳黑附着层的厚度通常是0.01~2μ,因放电凹坑的峰谷间都有,所以擦掉是很困难的,要随着表面的抛光和凹坑的去除才能彻底
打磨干净。只要不是伴随着切割面的搓板状,没有形状的凸凹仅仅是碳黑的附着,可不必大感烦脑。因为切割效率,尺寸精度,金属基体的光洁度才是我们所追求的。为使视觉效果好一些,设法使条纹浅一点,可以从以下几个方面同时着手,即冷却液稍稀些、稍旧一些,加工电压降低一点,变频跟踪更紧一点等。要彻底没有条纹,则要把产生条纹的条件全部铲除,即丝不换向,液内无乳化的碳氢物改用纯水,这样我们快走丝线切割的主要优越也就没了。目前去掉换向条纹最有效的办法仍然是多次切割,就沿轮廓线留量0.005~0.02,切割轨迹修正后再切一遍,不留量沿上次轨迹再重复一遍,这样的重复切割,伴随脉冲加工参数的调整,会把换向的条纹完全去除干净,且把加工精度和光洁度都提高一等。重复切割的最基本条件是机床有足购的重复定位精度和操作的可重复性。当然还要有操作者的明确思路和准确操作。
七、搓板纹是怎么产生的?
随着钼丝的一次换向,切割面产生一次凸凹,在切割面上出现富于规律的搓板状,通常直称为“搓板纹”。如果不仅仅是黑白颜色的换向条纹,产生有凸凹尺寸差异,这是不能允许的。应在如下几处找原因:
1、丝松或丝筒两端丝松紧有明显差异,这造成了运行中的丝大幅抖摆,换向瞬间明显的挠性弯曲。也必然出现超进给和短路停进给。
2、导轮轴承运转不够灵活、不够平稳,造成正反转时阻力不一或是轴向窜动。
3、导电块或一个导轮给丝的阻力太大,造成丝在工作区内正反张力出现严重差异。(两工作导轮间称工作区)。
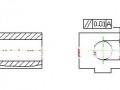
4、导轮或是丝架造成的导轮工作位置不正,V型面不对称,两V型延长线的分离或交叉。如图所示。
5、与走丝换向相关的进给不匀造成的超前或滞后会在斜线和圆弧上形成台阶状,也类似搓板纹。
总之,凡出现搓板纹,一个最主要原因是丝在工作区(两导轮间称工作区)上下走的不是一条道,两条道的差值就造成了搓板凸凹的幅度,机械原因是搓板纹的根本。导轮,轴承,导电块和丝运行轨迹是主要成因。进给不匀造成的超前或滞后当然也是成因之一。
还有一种搓板纹,它的周期规律不是按钼丝换向的,而是以X、Y丝杠的周期变化,成因是丝杠推动拖板运动的那个台阶或轴承运转不够稳定产生了端面跳动,或是间隙较大,存有异物出现了端面跳动的那种效果。总之,只要证实是以丝杠的周期而变化的切割缺陷,就应到那里去找一找原因)。断定这一成因的最好的办法是切450斜线,其周期和造成缺陷的原因可一目了然。
搓板纹造成光洁度差仅是其一,同时带来效率变低,频繁短路开路会断丝,瞬间的超进给会使短路短得很死以至停止加工。
八、大厚度切割应怎么办?
大厚度的切割是比较困难的,可不是丝架能升多高,就能切多厚。受放电加工蚀除条件的制约,后到一定程度,加工就很不稳定,直至有电流无放电的短路发生。伴随着拉孤烧伤很快会断丝,在很不稳定的加工中,切割面也会形成条条沟槽,表面质量严重破破坏。切缝里充塞着极粘稠的蚀除物,甚至是近乎于粉状的碳黑及蚀物微粒。
大厚度通常是指200mm以上的钢,至于电导率更高,导热系数更高或耐高温的其它材料还到不200mm,如紫铜,硬质合金、纯钨、纯钼等,70mm厚就已非常困难了。
大厚度切割的主要矛盾有:
1、没有足够水的进入和交换,间隙内不能清除蚀物,不能恢复绝缘,也就无法形成放电。
2、间隙内的充塞物以电阻的形式分流了脉冲源的能量,使丝与工件间失去了足够的击穿电压和单个脉冲能量。
3、钼丝自身的载流量所限,不可能有更大的脉冲能量传递到间隙中去。
4、切缝中间部位排出蚀除物的路程太长,衰减了的火花放电已形不成足够的爆炸力,排污力。
5、材料原因,大厚度存在杂质和内应力的可能性就大为增强了。切缝的局部异常和形变机率也就大了。失去了切割冲击力,却增大了被短路的可能性。
解决大厚度切割的主要矛盾,可采取如下措施:
1、加大单个脉冲的能量(单个脉冲的电压、电流、脉宽,这三者的乘积就是单个脉冲的能量)。加大脉冲间隔,目的是钼丝载流量的平均值不增大的前题下,形成火花放电的能力,火花的爆炸力被增强。
2、选用介电系数更高,恢复绝缘能力更强,流动性和排污解力更强的冷却液。
3、大幅度提高脉冲电压,使放电间隙加大,水进入和排出也就比较容易了。
4、事先作好被切材料的预处理,如以反复锻造的办法均匀组织,清除杂质,以退火和实效处理的办法清除材料的内应力。以去除大的余理的办法使材料应力得到充分释放。
5、提高丝速,更平稳的运丝,使携水和抗据短路的能力增强。
6、人为编制折线进给或自动进二退一的进给方式,使间隙被有效扩大。
九、导轮和轴承怎么上?
在安装前,导轮和轴承、轴承座、镙塞及盖帽要在洁净的煤油里认真清洗,在保持安装工具和手都很干净的情况下,先将轴承和轴承座内涂低温润滑脂,而后将轴承和导轮分别压入,以适当的转力拧紧导轮两端的备母,旋紧镙塞,将丝架上的安装孔清洗干净后,把安装好的导轮和导轮座压入,要保证两端的盖帽能自如地调整导轮位置(这点非常重要,它说明轴承的工作状态),再顶紧顶丝(不宜大力,以能限制轴承座窜位为宜)。在整个过程中,没有任何需敲砸才能安装的部位,所有不砸就无法安装的现象都是不对的。要保持导轮运转平稳自如,始终有润滑脂填充轴承的运转空间,要注意导轮套的绝缘洁净有效,要保证导轮运转的灵活自如,不应有任何的卡阻和周期性松紧。这些都是导轮和轴承能长时间平稳运转的必备条件。
要注意导轮和轴承的安装,往往人的感觉不准,总觉得力不够大不够紧,这是很多人的通病。
十、锥度机床的最大锥度是怎样确定的?
锥度机床锥度切割靠增加了U、V且与X、Y轴能联动,构成了上下两个平面的协调运动。U、V和X、Y分别决定了上下平面两个端点,工件的上下两个平面上的轨迹
点就在这两个端点的联线上,这就是锥度切割的基本原理。而U、V的行程就决定了上端点可以偏摆的幅度。
如图所示,UV最大摆幅b和上下导轮的中心距的比值就决定了t角的大小,t即是切割的最大斜度。运算控制系统的相似形公式可以很准确的把工件上下平面的尺寸折算到UV,XY两平面上去,运算控制系统丢失的精度极小。但必须注意到,只有丝垂直的时候,导轮V形槽才处于理想状态,只要一发生偏摆,即只要b>0,V形槽对丝的运动就产生了干扰作用,这个干扰作用通常在t角小于1.50时,误差是很小的,1.5~30时,误差已明显存在;30~60时,误差已直接构成了对加工精度和切割效果的威胁,尚能维持正常切割;当大于60时,不但精度已严重丢失,正常切割也很难维持,甚至造成钼丝脱槽。所以通常在直线机床上加装锥度装置形成的简易锥度机床,一般把最大切割锥度限制在±60。这个锥度值对一些出模斜度加工任务的完成已绰绰有余了。更大锥度的切割则要依赖于专用锥度机床,这种机床要从结构上解决导轮与UV偏摆随动的问题。不存在偏摆后导轮槽的干扰作用,切割的锥度从原理上讲是准确的。伴生的负面影响是,为解决偏摆随动问题而使整体刚性降低,运动迟滞和回差凸现,运动保真度精确度也大打折扣。日常应用,直线切割的通用性,稳定性和方便灵活性也受到影响,直、锥已很难兼顾。